


农膜生产注意事项及常见问题处理
2022-12-12 来源:金洪波教授 唯塑传播
1、开机前的准备工作之一:升温采用两步法的加温程序
先预设模具温度,开始时设定110℃,然后检查所有开机条件,4-5小时具备开机条件后,再设定需要的开机温度。开车前2-3小时开始升机身、换网器和横脖连接器,设定机头温度一次到位。

2、开机前的配方准备
提前准备开机配方,配方顺序本着先易后难的原则。
开机前必须换网和清理模口,清洁的滤网和模口,能够保障长时间不停机,一旦停机就要产生消耗。关机时不换网,防止空气进入,避免下次开机是带着空气加温。开机前或开机中可以停机换网,选择过滤网种类和目数很重要。清理模口要制作工具,使用铜质材料冷轧或捶打成型。

3、开机中的准备工作
突然停电的应急处理
停电再来电后,第一看停电时间多长,第二看温度显示多少,第三看自己实战经验,设定升温时间,升到指定温度后马上开机。
临时停机的应急处理
突发情况必须要停机的时候,比如:机器故障、原料问题、清理模口、风环、换网等,每间隔20分钟挤出一次,每次30秒,减少机器流道中材料高温滞留时间。

易产生糊料配方的处理
无机材料和分子量太低的有机材料都易产生糊料,无机材料的加入量和流动性就非常重要,低分子量有机材料工艺温度控制也非常重要。
4、停机前的准备工作
提前设定停机配方,用什么配方停机很重要。保证停机后料斗内无剩余材料,停机前2小时开始降温,主要降低螺杆和模具温度。停机后所有的风机继续工作20分钟,所有水冷却系统也要工作20分钟。
薄膜生产糊料的原因
流道数量太少,流道管径过大,造成管壁流速过慢,形成管壁糊料。解决方法:流道使用渐变技术,拒绝突变,所有的拐角都要走大圆弧状,计算流道每一处横截面积,保证熔体物料流速合理。热传导尺寸计算,以及加热器功率的选择。

此外热电偶的部位、数量和孔深的设计以及挤出机的选择非常重要,一台多层共挤设备的配置应该符合以下条件:
首先根据要生产的最大规格设计模具规格和结构(模口尺寸、螺旋体层间结构、流道数量和内冷的设计等)。再根据模具规格和使用要求设计挤出机的规格。如果挤出机选择过大,使得空穴或管壁流速过慢也会产生糊料。
针对糊料问题,企业多采用清理模具的方法,但抛光手段不专业,增加了流道表面粗糙度,抛光清理后效果不佳。

而且模具出厂后可以使用3年,第一次清理后可以使用一年,第二次清理后可以使用半年,第三次清理后只使用三个月就又需要清理了。模具使用时间逐步缩短,说明复原能力不够。
模具清理严禁使用角磨机和葵花片,因为容易将电镀层磨掉,这样模具可能连三天都用不到。
清理模具可以使用铜铲清理,用细纱布手工打磨附着紧密碳化物。再用细砂纸手工打磨纱布打磨过的地方。之后用角磨机、毛毡轮、抛光蜡全面打磨模具流道。最后使用抛光膏抛出镜面。
减少糊料问题的方法
1、选择合理的机器,包括设计理念、设备的加工手段、充足的加工时间、最佳的装配与调试效果。
2、使用最佳的薄膜配方设计,既要满足用户的功能需求,还要容易加工,充分利用设备的长处,扬长避短。
3、根据不同的生产配方制定相应的操作工艺,一种工艺不可能适应所有的配方。
4、正确的维护和保养方法,可以保障维修后效果和效率。
薄膜薄厚不均的原因与应对办法
1、模具流道数量少,熔体流量分配不均。
2、模具没有热处理或装配精度不够,当挤出压力或温度传导不均衡的时候,薄厚不均问题就会被放大
3、风环分配器设计流量分配的合理性
4、环境干扰与防控
5、模具的热处理工艺
金属材料有个特性是热胀冷缩,加温时它都要胀,在停机冷却后都要收缩,如果金属内应力大,热胀冷缩数次后,在内应力释放的时候会产生金属部件形变。

形变的大小与金属材质有关,与金属的内应力及硬度有关,还与金属温度变化有关,形变产生的问题是流道横截面积不均,从而造成熔体流速不一致。
模具加工有一道热处理工艺,叫调质处理,调质处理就是指淬火加高温回火的双重热处理方法,高温回火是指在500-650℃之间进行回火。其目的是使工件具有良好的综合机械性能,最大程度的释放内应力,减少金属热形变,从而达到控制住薄膜制品薄厚均匀精度目的。
模具的装配精度非常重要,现在应用的多层模具都是套筒结构,装配时需要保证同心。
如果装配精度不能保证同心,就会导致薄膜薄厚不均。
如果不调质处理,热形变不能保证模具是圆的,就无法保证流道间隙一致。这种情况都是新模具使用5-6个月以后开始出现薄膜薄厚精度变差现象,且无法调整正常。
环境干扰与控制因素
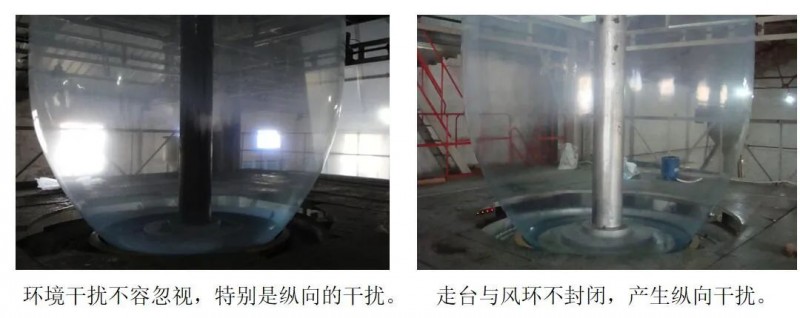
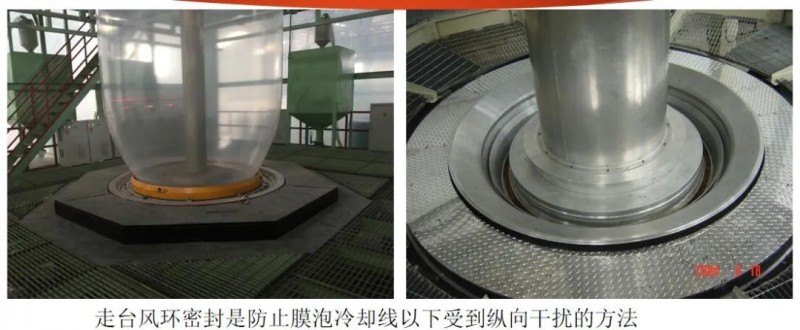
干扰因素:模具一侧离墙过近,会造成局部空气涡流使得局部温度偏高。模具下部有挤出机部位温度偏高,横脖、换网器和挤出机散热影响局部环境。走台与风环连接部位漏气,纵向干扰薄膜局部定型温度。膜泡冷却线以下,最容易被环境干扰,
控制因素:走台与风环连接要密封,预防纵向干扰。模头及膜泡3-5米高处机架四周围设薄膜,预防横向干扰。机身采用抽风式冷却,冷却热气排入室外,预防环境被破坏。厂房顶部热量排出室外,预防膜泡冷却环境被干扰。
同时局部温度过高也会影响薄膜生产,有挤出机的部位比没挤出机的部位高出30度。高出的温度会向上纵向干扰泡型,最终影响泡型的圆度,薄厚公差大。





